Приспособление для вырезки внутренних радиусных фасок
С.Л. Зеленский, В.А. Белинский, С.Л. Василенко, В.А. Олейник, Ю.И. Костюченко, Т.Б. Золотопупова, ПАО "НКМЗ"
На нашем сайте вы можете выбрать и заказать машины для снятия фаски по выгодным ценам. Поставки оборудования возможны во все регионы России. Получить консультацию по ассортименту и оформить заказ можно по телефону (8452) 66-22-78.
Качество поверхности реза и точность размеров вырезаемых деталей в значительной степени зависят от применяемого оборудования. При использовании ручных резаков качество реза значительно хуже, чем при работе на полуавтоматах и машинах с ЧПУ. Но с помощью полуавтоматов невозможно вырезать внутренние радиусные фаски в отверстиях, а применяемые на заводе машины с ЧПУ не могут резать под углом. Вырезанные с помощью ручной кислородной резки фаски имеют низкое качество поверхности реза и требуют дополнительной обработки и затрат на заварку образующихся неровностей (вырывов).
Таблица. Основные параметры специального резака
| Толщина металла, мм | Давление природного газа, МПа | Давление кислорода, МПа | Скорость резки, мм/мин | Расход природного газа, м³/ч | Расход кислорода (суммарный), м³/ч |
|---|---|---|---|---|---|
| 20 | 0,02–0,07 | 0,6–0,8 | 510 | 0,92 | 5–5,8 |
| 25 | 460 | ||||
| 30 | 440 | 6–9 | |||
| 35 | 420 | ||||
| 40 | 400 | ||||
| 50 | 360 | 1,1 | |||
| 60 | 340 | 10–13 | |||
| 80 | 300 | ||||
| 100 | 270 | 1,3 | 14–15 | ||
| 150 | 230 | 18–20 |
Была поставлена задача разработать и внедрить приспособление для вырезки внутренних радиусных фасок, которое облегчит резку, повысит качество реза и уменьшит затраты времени и средств на последующую обработку деталей.
Специалисты бюро газоплазменных способов сварки ПАО «НКМЗ» разработали опытный образец и совместно с ООО «НИИПТмаш-Опытный завод» на базе серийного резака Р3П изготовили для данного устройства специальный укороченный резак с прямым расположением головки (таблица).
Устройство (рис. 1, а) предназначено для вырезания радиусных фасок с углом 0–60° (шаг 5°) на окружностях с внутренним диаметром от 280 до 460 мм (диаметр может быть увеличен путем замены направляющих для роликов). Толщина разрезаемого металла от 20 до 150 мм. Его можно устанавливать непосредственно на вырезаемой заготовке.
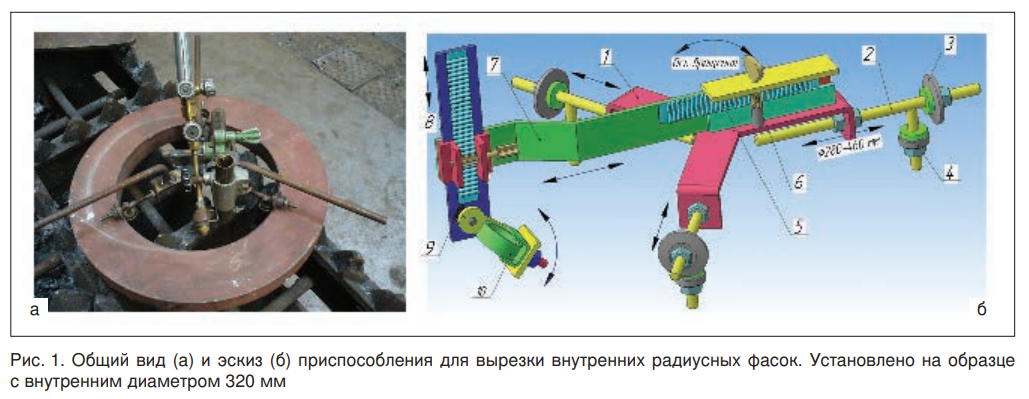
Приспособление представляет собой легкую, устойчивую переносную конструкцию. Небольшие размеры и сравнительно небольшая масса (не более 3 кг без учета рукавов) делают его маневренным, удобным в обращении и при транспортировке.
Приспособление состоит из рамы 1, направляющих для роликов 2, опорных роликов 3, подшипников направляющих 4, рейки подачи резака в зону реза 5, маховика с шестерней 6, штанги 7, рейки вертикального перемещения 8, лимба 9, крепления для резака 10 (рис. 1, б). С помощью опорных роликов и направляющих подшипников устройство свободно вращается вокруг своей оси по заданному радиусу. Врезание в металл происходит при вращении маховикашестерни. Резак под необходимым углом устанавливают поворотом крепления и закрепляют.
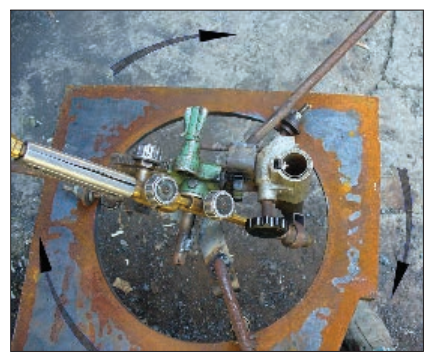
Рис. 2. Поворот устройства при резке фасок
Изменение внутреннего диаметра от 280 до 460 мм осуществляют выдвиганиемзадвиганием направляющих. Максимальный диаметр может быть увеличен заменой направляющих для роликов.
В зону реза резак подают путем плавного поперечного смещения штанги с резаком при помощи поворота маховика с шестерней по рейке, прикрепленной к штанге. После окончания резки операцию повторяют в обратном порядке.
Поворот устройства вокруг своей оси как по часовой стрелке, так и против часовой стрелки, выполняют при помощи роликов, подшипников и ручек (рис. 2). Для облегчения поворота на раме устройства установлены три ручки по осям роликов.
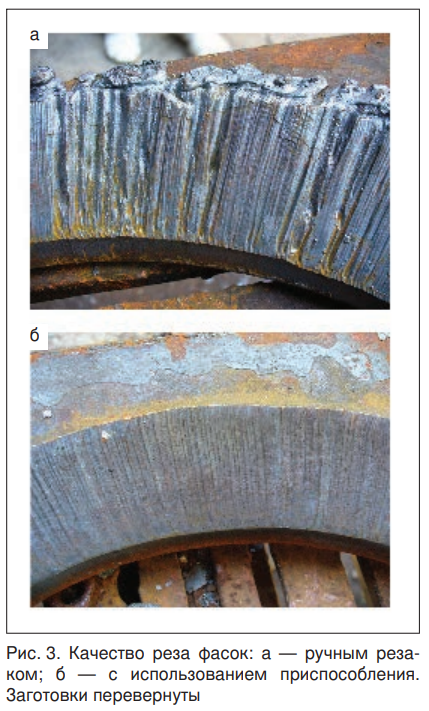
На рис. 3 для сравнения показаны фаски, вырезанные обычным способом с использованием ручного резака (на всем протяжении реза видны значительные неровности (вырывы), которые требуют заварки и обработки с дополнительными затратами времени и средств), и с помощью разработанного устройства (неровности (вырывы) имеются только в месте врезания резака). Испытания проводили в цеховых условиях действующего производства.
В цехе металлоконструкций ПАО «НКМЗ» были проведены испытания устройства по вырезке радиусных внутренних фасок под углом 45° с помощью нового устройства на образце с внутренним диаметром 360 мм и толщиной 40 мм.
Достоинством разработанного устройства является также то, что нет необходимости искать центр круга — конструкция разработана таким образом, что отклонение центра устройства от центра круга не влияет на качество резки.
Поскольку наряду с ручной резкой значительное место в производстве занимает резка с помощью полуавтоматов (резательных машин-тележек), было принято решение механизировать процесс кислородной резки с использованием полуавтомата «Смена-2М», позволяющего плавно перемещать резак. Полуавтомат «Смена-2М» устанавливают на специальную площадку. Крепление полуавтомата к устройству разработано таким образом, что при попадании роликов полуавтомата на неровности колебания от них не передаются на устройство. Таким образом, крепить разработанное приспособление к полуавтомату «Смена-2М» или перемещать в ручном режиме может рабочий.
Источник: Информационно-технический журнал "Сварщик в России", 6 (46) 2013