Направления развития комбинированных технологий сварки плавлением
Г.И. Лащенко, канд. техн. наук, НКТ "Институт электросварки им. Е.О. Патона"
На нашем сайте вы можете выбрать и заказать сварочное оборудование по выгодным ценам. Поставки оборудования возможны во все регионы России. Получить консультацию по ассортименту и оформить заказ можно по телефону (8452) 66-22-78.
С физической точки зрения сварку определяют как процесс получения монолитного соединения материалов за счет введения и термодинамически необратимого преобразования энергии и вещества в месте обработки. Отмечают, что сварку и родственные технологические процессы можно осуществлять, подавая в рабочую зону тепловую и (или) механическую энергию по выбранной программе или используя при необходимости сочетание энергии различных видов.
Что касается вещества, то в общем случае оно представляет собой совокупность дискретных образований, обладающих массой покоя (атомы, молекулы и то, что из них построено). При сварке плавлением к веществу могут быть отнесены материал электрода, присадочный материал, свариваемый материал, защитная среда и др.
Решение вопросов свариваемости конкретного материала, обеспечение требуемого качества швов и соединений сварных конструкций, при достаточной производительности, является главной задачей технологии сварки. При различных технологиях сварки плавлением эту задачу решают за счет выбора типа, мощности и распределенности (концентрации мощности) источников нагрева, комбинирования электродного и присадочного материалов в части формы и химического состава, вида и состава защиты зоны сварки, а также других способов и приемов.
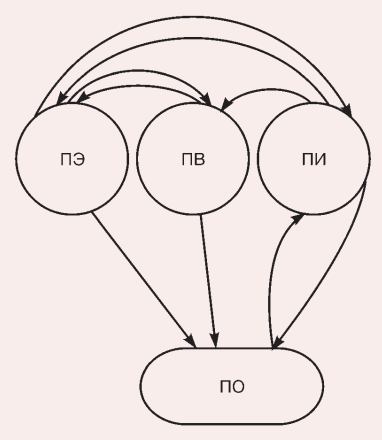
Рис. 1. Принципиальная схема реализации технологии сварки (обработки): ПЭ - поток энергии; ПВ - поток вещества; ПИ - поток информации; ПО - предмет обработки
Наиболее существенное различие сварочных источников нагрева определяется не физической природой носителей энергии (дуга, электронный луч, лазерный луч, газовое пламя и др.), а максимальной концентрацией мощности, увеличение или уменьшение которой приводит к качественно новым их свойствам. Решающее значение имеют также характеристики защитной и окружающей сред, в которых источники действуют.
Комбинирование электродного и присадочного материалов в части формы и химического состава лежит в основе разработки большинства технологий сварки плавлением. Важнейшую роль играют состав и вид защиты зоны сварки, которые можно варьировать в зависимости от решаемых задач.
Очевидно, что, изменяя вид и количество вводимой энергии и вещества, технологии сварки можно совершенствовать и развивать в широких пределах, поскольку не существует принципиальных препятствий для комбинирования и программирования подачи энергии и вещества в рабочую зону.
Практическое осуществление такого подхода при разработке конкретных технологий, решающих определенные задачи, требует большого объема информации. Прежде всего, необходимо знать, какой вид энергии и вещества, в каком количестве, по какой программе и в каком месте ввести, чтобы получить при этом необходимый технологический эффект и изделие с требуемыми характеристиками. В технологических системах информационную составляющую реализуют, как правило, с помощью подсистемы управления. Следовательно, технология сварки, как и многие другие технологии обработки материалов, оперируют с энергией, веществом и информацией. Посредством воздействия и взаимодействия потоков энергии, вещества и информации происходит преобразование предмета обработки (рис. 1). При этом поток энергии взаимодействует с потоком вещества и предметом обработки, а непрерывный информационный обмен осуществляется между всеми участниками процесса.
В сварочном производстве получили распространение комбинированные технологические процессы, в которых одновременно используют два и более одно- или разнородных источников энергии, типов и составов защитных сред, электродных и присадочных материалов.
В случае применения разнородных источников энергии, воздействующих на одну зону обработки (например, сварочную ванну), вследствие чего совместный результат превосходит сумму результатов действия каждого из составляющих энергетических источников, процесс называют гибридным. В последние годы возрос интерес к гибридным процессам сварки, в которых используют комбинированную энергию лазерного луча, плазмы, электрической дуги.
Целью настоящей работы является анализ существующих и определение новых возможных направлений совершенствования технологии сварки плавлением на основе комбинирования энергии и защитной среды, подаваемых в рабочую зону.
Комбинирование источников энергии и защитных сред
При сварке плавлением основными источниками энергии являются газовое пламя, электрическая дуга, низкотемпературная плазма, электронный луч и луч лазера.
Несмотря на существующие различия физической природы носителей энергии в источниках сварочного нагрева и процессов ее преобразования в теплоту, в них обнаруживаются общие закономерности и характеристики, позволяющие классифицировать их по единым признакам.
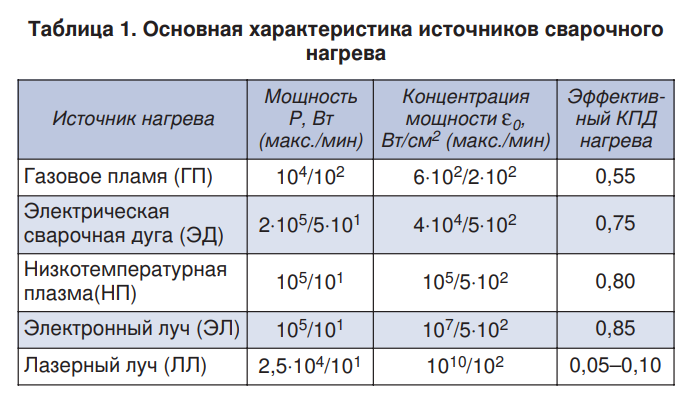
Обычно для сравнительного описания источников сварочного нагрева различной физической природы достаточно воспользоваться такими общими характеристиками, как мощность Р и максимальная концентрация мощности ε0. Предельные характеристики вышеупомянутых источников сварочного нагрева, а также эффективные КПД нагрева различных источников, представляющие отношение мощности, передаваемой свариваемому изделию в виде теплоты, к общей мощности, отбираемой от источника энергии, приведены в табл. 1.
Области, занимаемые различными источниками нагрева в координатах мощность — концентрация мощности, показаны на рис. 2.
Практически каждый из приведенных выше источников термической энергии благодаря своим достоинствам достаточно широко используется в промышленности и имеет свою технологическую нишу.
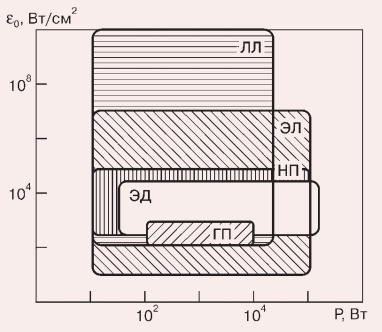
Рис. 2. Предельные характеристики различных источников сварочного нагрева
Различные источники нагрева, обеспечивающие концентрацию мощности до 104 Вт/см² и используемые для сварки стали, титана, алюминия со скоростью 10–100 м/ч, передают эту мощность в глубь металла путем теплопроводности при температурах поверхности в пятнах нагрева металлов, близкой к температуре их кипения. Испарение свариваемых металлов при этом незначительно. Источники с такой концентрацией мощности (ε0 ≤ 104 Вт/см²) могут быть названы чисто термическими. Существуют в них также потоки плазмы или газа, направленные к свариваемому изделию и оказывающие на сварочную ванну динамических напор. Однако это внешнее силовое воздействие на ванну при традиционных способах сварки невелико, и оно мало влияет на основные характеристики дуги и пламени как на источники нагрева. Теплота от них передается в глубь металла от поверхности нагрева примерно одинаково по всем направлениям, и изотерма плавления имеет форму, близкую к полусфере. При концентрации мощности ε0 ≥ 104 Вт/см² начинают проявляться качественные изменения в свойствах источников. Эта мощность уже не может быть отведена путем теплопроводности, и тепловое равновесие поверхности нагрева наступает при испарении части металла. Пары, истекая из пятна нагрева с высокой скоростью, оказывают на него давление отдачи, направленное в сторону, противоположную направлению струи пара. Это давление, действуя на металл, образует в нем канал и открывает доступ к стенкам канала носителей энергии в источнике нагрева (электронов, ионов, фотонов). При определенной глубине канала наступает его тепловое и механическое равновесие. Чем выше концентрация мощности в источнике нагрева, тем при большей площади боковой поверхности канала по сравнению с его входным отверстием (нормальным пятном нагрева) наступает такое равновесие, тем глубже образующийся канал. Следовательно, источники нагрева с концентрацией мощности ε0 > 105 Вт/см² оказывают на свариваемые металлы не только тепловое, но и существенное механическое воздействие.
Значительное механическое воздействие на жидкий металл ванны оказывают и потоки электродуговых плазменных струй, генерируемых плазмотронами, концентрация мощности в которых сравнительно невелика (ε0 ≤ 105 Вт/см²). Но в отличие от действия реакции отдачи, возникающей в пятнах нагрева высококонцентрированными источниками, эти струи создают сильный динамический напор на ванну и зачастую выносят жидкий металл, образуя рез вместо шва. Лишь регулирование этого напора специальными приемами обеспечивает его использование в целях повышения глубины проплавления. Таким образом удается увеличить глубину шва по сравнению с его шириной в 2–3 раза.
В реальных технологиях сварки тепловое воздействие на металл изменяется в широких пределах как в части мощности и распределенности источников по отношению к свариваемым заготовкам, так и в отношении их перемещения или времени действия. При этом существенно изменяется характер распределения температуры в свариваемых изделиях, скорость их нагрева и охлаждения, течение термодеформационных процессов. Изменение теплового воздействия во времени оказывает влияние на размер кристаллитов металла шва и зернистость зоны термического влияния, характер тонкой структуры металла шва, характер изменения фазового состава металла, образование пор, неметаллических включений, различного рода трещин и других дефектов.
При сварке желательно нагревать и расплавлять лишь минимальное количество металла, необходимое для образования соединений. Избыточное количество нагретого и расплавленного металла не только вызывает излишний расход энергии и дополнительные затраты времени, но и расширяет зону структурных превращений в металле, увеличивает степень деформаций изделия при сварке и приводит к другим нежелательным последствиям.
Чем более концентрированный источник, тем меньше зона нагрева и расплавления. Однако применение концентрированных источников сварочного нагрева обуславливает необходимость повышения точности изготовления заготовок с целью уменьшения зазоров и других отклонений в стыках. Естественно, это может увеличивать затраты на изготовление изделий. Кроме того, высококонцентрированные источники нагрева (лазерный, электронно-лучевой) реализуют посредством технологических систем, которые являются более дорогими по сравнению с системами, созданными на базе менее концентрированных источников нагрева, например электрической дуги. Поэтому с целью снижения требований к заготовкам, улучшения формирования швов, уменьшения скорости охлаждения шва и зоны термического влияния используют различные технологические приемы.
К таким приемам относят подачу дополнительной присадки, использование различных форм колебаний источника нагрева, импульсно-периодическое действие источника нагрева и использование нескольких источников.
Направление, предусматривающее использование нескольких источников нагрева, развивается особо интенсивно (см., например, Г.И. Лащенко. Современные технологии сварочного производства. — К.: Екотехнологія, 2012. — 720 с.).
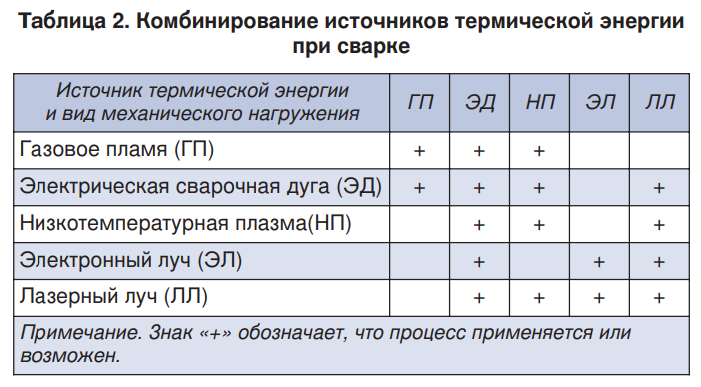
В табл. 2 приведены существующие и возможные сочетания способов сварки плавлением на основе двойных комбинаций источников энергии применительно к соединению металлических материалов. Естественно, что количество возможных способов сварки может быть расширено за счет тройных комбинаций источников термической энергии. Внутри конкретного способа сварки плавлением можно применять различные способы защиты металла от воздуха (табл. 3).
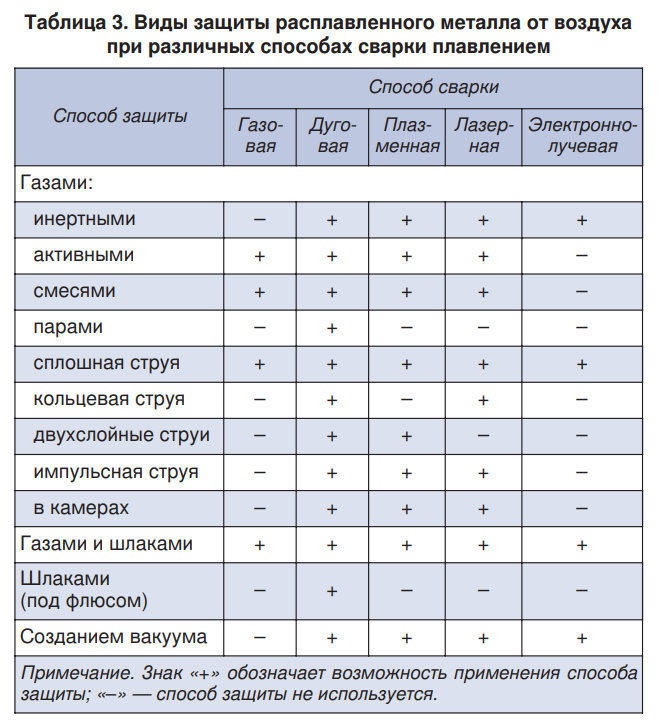
В случае применения нескольких источников нагрева для каждого из них могут быть использованы как одинаковые, так и различные по составу и конструкторскому исполнению способы защиты.
Источник: Информационно-технический журнал "Сварщик в России", 6 (40) 2012